SFCR08 工单工艺生产状况表
程序编号:SFCR08
程序名称:工单工艺生产状况表
作业目的:
- 可将各工单的各工艺生产现况信息打印成表以供了解各工单的生产进度。
前序作业:
- 无
输入画面:
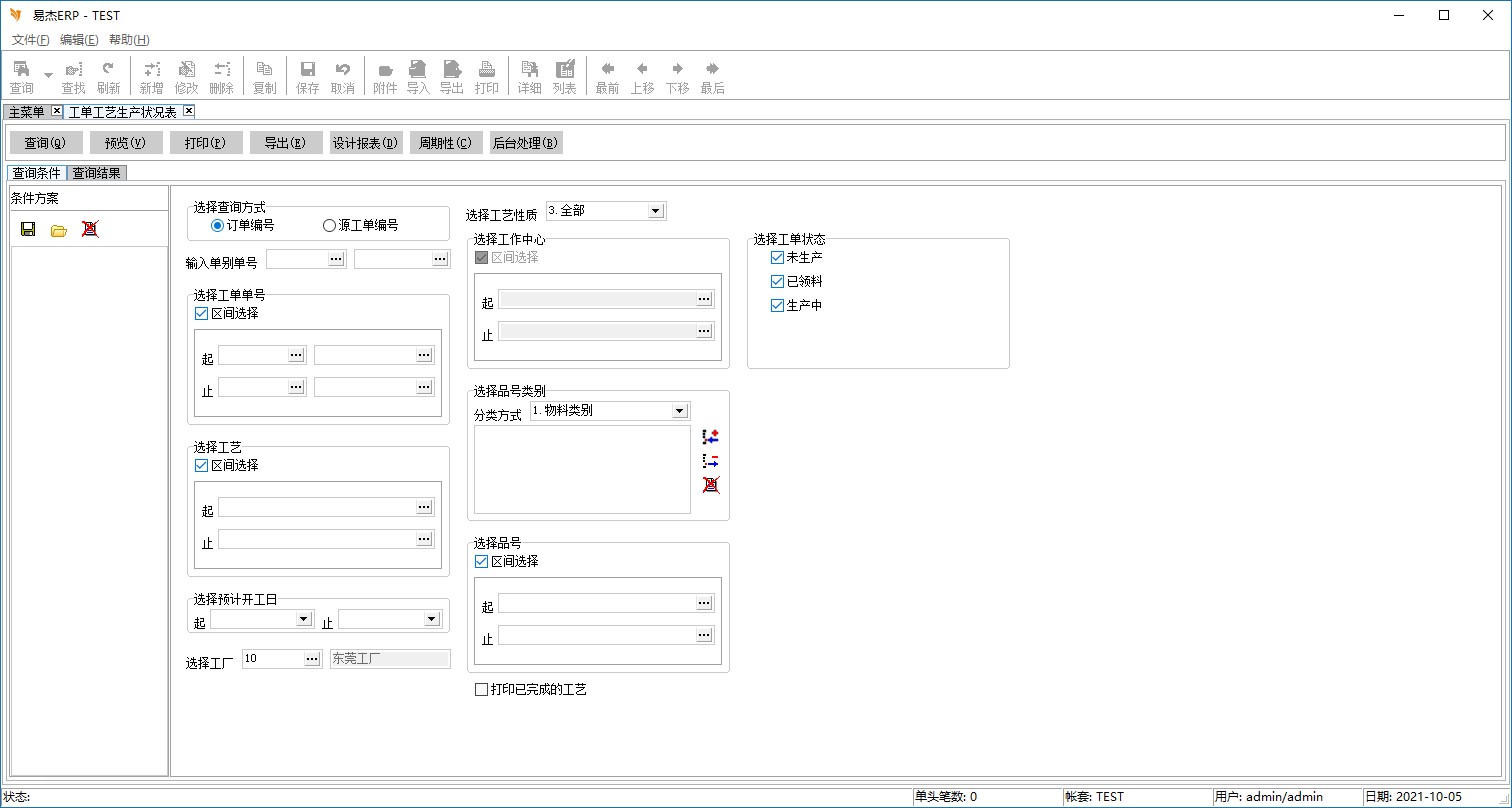
报表格式:
字段说明:
基本选项
- 选择查询方式 (C01):
(1)以订单编号查询
(2)以源工单编号查询
- 输入订单编号 (C04-C11):
可以选择需要打印的订单编号信息。
若查询方式设置为「1」时,可[F2]已开工单的订单编号查询.而设置为「2」时,可[F2]已开工单的源工单编号查询,其输入的编号都必须存在于工单单头档内。
- 选择工单编号 (TA001-TA002)
[F2]工单信息查询,可以选择需要打印的工单编号范围,空白表全部信息。
- 选择工艺 (TA004)
[F2]工艺信息查询,可以选择需要打印的工艺范围,空白表全部信息。
- 选择预计开工日 (C 08)
可以选择需要打印工艺的预计开工日期区间,若空白表全部日期皆纳入。
- 选择工厂 (C 06)
[F2]工厂信息查询需打印的工厂信息.若空白表全部皆纳入.非空白时,输入的信息须存在于工厂信息档中。
- 选择工艺性质
可选择需打印的工艺性质状态.分为(1)厂内工艺:表示为厂内工作中心才打印,(2)委外工艺:表示为委外供应商才打印及(3)全部:表示厂内及委外两者都打印,缺省初值为「3.全部」。
- 选择工作中心/委外供应商 (SFC.TA006)
若工艺性质设置为「3.全部」时,此字段不可开窗.工艺性质设置为「1.厂内工艺」时,可[F2]工作中心信息查询,工艺性质设置为「2.委外工艺」,可[F2]供应商信息查询.若空白表全部皆纳入。
高级选项
- 选择工单状态 (C 01)
可点选择工单状态情形.分为若(1).未生产,(2).已领料及(3).生产中三种.勾选「Y」表可打印,「N」表不可打印。
报表说明:
至工单工艺信息档(SFCTA),撷取工艺,工作中心/供应商编号符合区间的信息及工单单头档(MOCTA),撷取工单单号,预计开工日,生产工厂符合区间的信息才打印。
判断工艺性质 (1).厂内工艺:筛选工艺性质=1。 (2).委外工艺:筛选工艺性质=2。 (3).全部:不须筛选工艺性质。
排序:预计开工日+工单单别+工单单号。
工单状态 (1).工单单头档.状态码=1.未生产。 (2).工单单头档.状态码=2.已发料。 (3).工单单头档.状态码=3.生产中。
在制数量 (1).在制数量=投入数量+返工投入数量+盘盈亏数量-完成数量-报废数量-破坏数量-返工完成数量-拨转数量。 (2).所有数量全部添加报表中,但不显示投入数量,返工投入数量,盘盈亏数量,拨转数量。
报废率=[报废数量/(完成数量+返工完成+报废数量)] - 100。 完工率=((完成数量+返工完成)/(投入数量+返工投入数量+盘盈亏数量-拨转数量))- 100。
尚需人时,尚需机时 (1).尚需人时(秒)=标准人时-实际人时。 (2).尚需机时(秒)=标准机时-实际机时。
标准人时,标准机时 (1).缺省小计标准人时=0及小计标准机时=0。 (2).小计标准人时(秒)=小计标准人时+标准人时。 (3).小计标准机时(秒)=小计标准机时+标准机时。
实际人时,实际机时 (1).缺省小计实际人时=0及小计实际机时=0。 (2).小计实际人时(秒)=小计实际人时+实际人时。 (3).小计实际机时(秒)=小计实际机时+实际机时。
小计尚需人时,小计尚需机时 (1).小计尚需人时(秒)=小计标准人时-小计实际人时。 (2).小计尚需机时(秒)=小计标准机时-小计实际机时。
工单单号不同时做小计,全部做合计。
标准人时,标准机时,实际人时,实际机时的打印方式转换成时分秒格式。