MOCR19 生产进度表
程序编号:MOCR19
程序名称:生产进度表
作业目的:
- 可将委外工单的生产进度状况分类打印
前序作业:
- 无
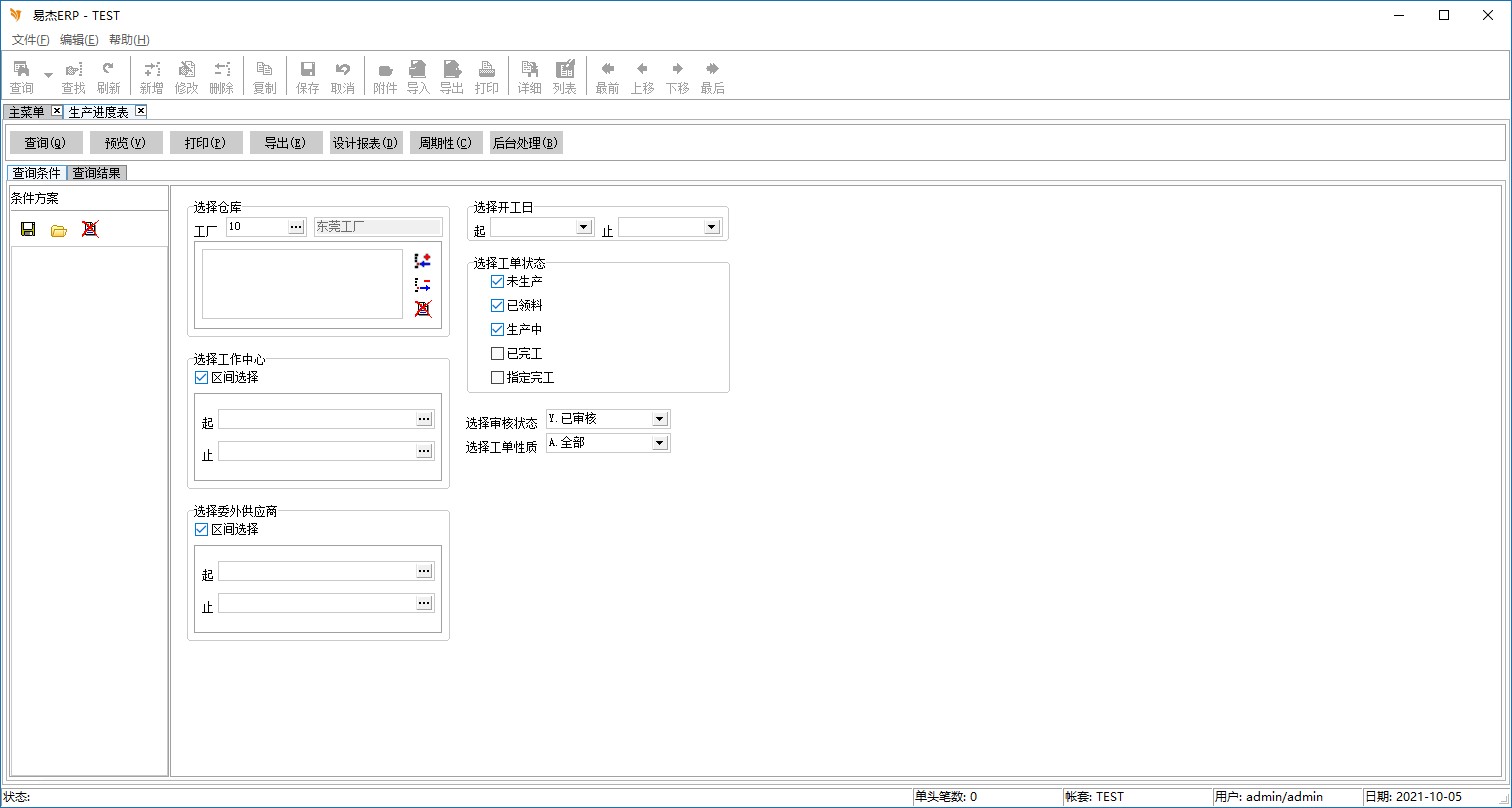
输入画面:
报表格式:
字段说明:
基本选项
- 选择工单性质 (C01)
可选择工单性质的种类1.厂内工单及2.委外工单两种。
- 选择工厂 (C6)
可点选(icon)或[F2]工厂信息查询所需要打印的工厂范围,空白表全部信息,若非空白时,输入的工厂信息必须已存在于工厂信息档中,否则不予接受。
- 选择工作中心 (C01)
可点选(icon)或[F2]工作中心信息查询所需打印工作中心信息.若空白表全部信息,其工单性质为『厂内工单』者,若工单性质为『非厂内工单』者,不可查询窗口。
- 选择委外供应商 (C01)
可点选(icon)或[F2]供应商信息查询所需打印的委外供应商信息.若空白表全部信息,其工单性质为『委外工单』者,若工单性质为『非委外工单』者,不可查询窗口。
- 输入开工日 (C08)
可点选(icon)日期快手查询所需要打印的开工日范围.若空白则表示全部。
- 选择仓库 (C10)
可离散多笔开窗点选(icon)或[F2]仓库信息查询所需打印的生产仓库.若为空白则表示全部。
高级选项
- 选择审核状态 ▼
可选择工单的审核状态.共有四种类型1.已审核,2.未审核,3.作废及4.全部.新增输入时自动缺省为「己审核」状态。
- 选择工单状态 (C 01)
可选择工单状态种类。
选择 1.未生产时,工单的状态缺省值为『Y』
2.已领料,工单的状态缺省值为『Y』
3.生产中,工单的状态缺省值为『Y』
4.已完工,工单的状态缺省值为『N』
- 选择排序方式 (C 1)
可选择打印的排序方式.排序有三种方式1.工单单别+预计开工日,2.工作中心+预计开工日及3.委外供应商+预计开工日。
输入时的缺省按『工单单别+预计开工日』方式排序.当工单性质为「厂内工单」时,只能选择『1.工单单别+预计开工日』及『2.工作中心+预计开工日』方式,否则排序方式只能选择『1.工单单别+预计开工日』及『3.委外供应商+预计开工日』方式。
- 工作中心不同分页 (C 01)
可选择是否工作中心不同分页的判断码.此字段仅接受『Y』及『N』值,输入时的缺省值为『N』
当排序方式为『工作中心+预计开工日』时,才可更改,否则,不可更改。
- 委外供应商不同分页 (C 01)
可选择是否委外供应商不同分页的判断码.此字段仅接受『Y』及『N』值,输入时的缺省值为『N』
当排序方式为『委外供应商+预计开工日』时,才可更改,否则,不可更改。
报表说明:
至工单单头档中撷取开工日期,工厂,仓库及工单性质符合选项条件者打印成表。
排序方式有三种: (1).工单单别+预计开工日。 (2).工作中心+预计开工日。 (3).委外供应商+预计开工日。 当工单性质为1时,只能选择1,2排序打印。 否则;只能选择1,3排序打印。
未生产量的计算方式: (1).未生产量=预计产量-已生产量-报废数量。 (2).未生产包装量=预计产包装量-已生产包装量-报废包装数量。